
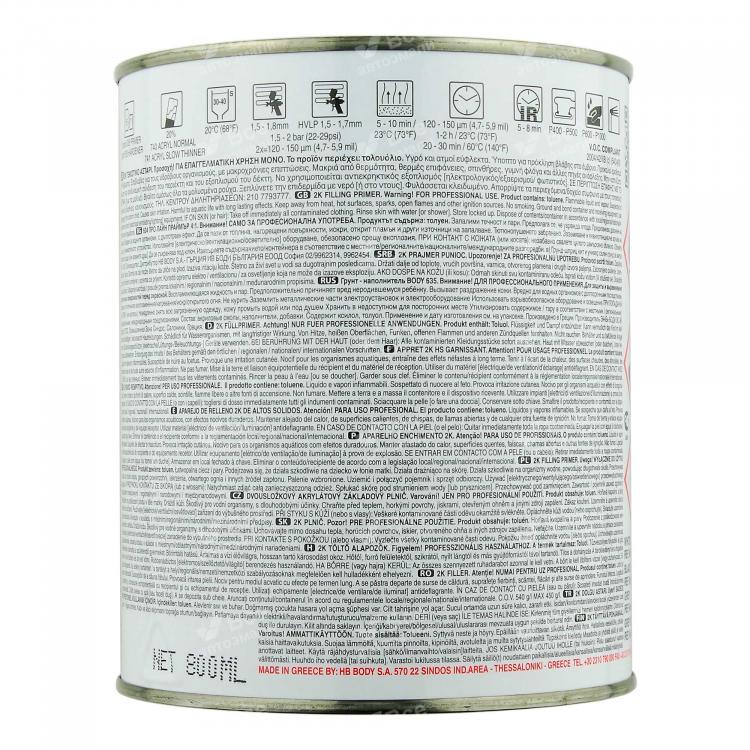
Высококачественный порозаполняющий грунт на основе акриловой смолы. Используется с отвердителем HB BODY PROLINE 635. Обеспечивает надежную изоляцию нижних слоев. Идеален для неотшлифованных заводских панелей O.E.M. / E-COAT — катафорезные грунты (разбавлять на 50–60% BODY 740). Имеет адгезию ко всем видам металла и пластика (PE-PP-ABSTSOP и др.). Допустимо нанесение слоев любой толщины со шлифовкой или методом «мокрый по мокрому». Имеет превосходную растекаемость. Готов к шлифовке через 1 час при температуре +23°С.
Особые указания:
описание бренда боди


Греция — родина бренда
Греция — страна производства
У этого товара еще нет отзывов — ваш может стать первым
Поделитесь своим мнением о покупке и помогите другим покупателям сделать выбор